
The textile industry stands at the forefront of technological innovation in 2026, blending traditional craftsmanship with advanced digital and material sciences to redefine how fabrics are designed, produced, and experienced.
From AI-powered design systems and smart sensor-embedded fabrics to sustainable dyeing technologies and digital production platforms, textile innovation is accelerating at an unprecedented pace.
In this article, we explore the top textile technology innovations shaping the future of apparel and manufacturing — highlighting breakthrough ideas, emerging technologies, and the digital platforms transforming global supply chains.
What is Textile Technology?
Textile technology is the application of scientific, engineering, and digital innovations in the design, production, and testing of fabrics and garments.
It includes advancements in:
- Fiber engineering
- Fabric manufacturing machinery
- Dyeing and finishing processes
- Smart textiles and wearable tech
- Digital quality inspection systems
- Sustainable material development
Modern textile technology combines automation, AI, IoT, and data analytics to improve efficiency, reduce waste, and enhance product performance.
1. Digital Quality Management Software - with QUONDA
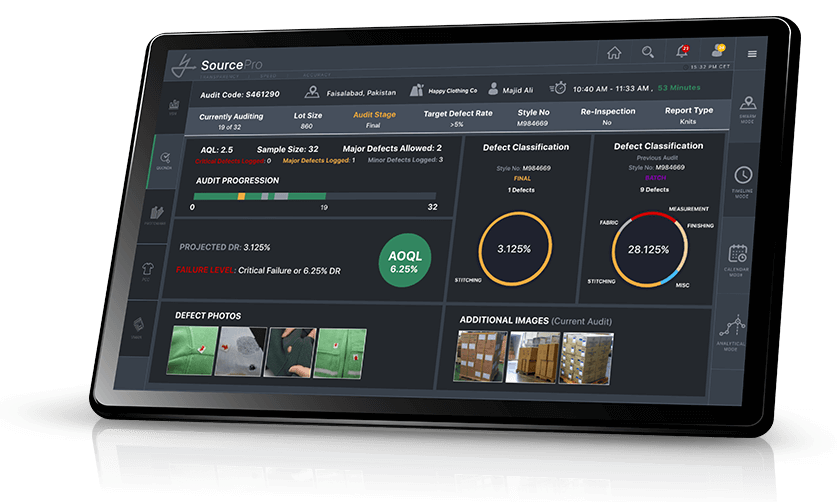
Triple Tree Solutions’ flagship product, QUONDA, is revolutionizing quality inspections in textile manufacturing. By digitizing the inspection process, QUONDA ensures unparalleled accuracy and efficiency. Its user-friendly interface and robust analytics empower manufacturers to identify defects early, reduce waste, and improve product quality. With QUONDA, textile companies gain a comprehensive solution to streamline quality control and enhance customer satisfaction. Demo and pricing details for digital quality management software are often complex; however, the Triple Tree team makes it easy for companies to present their use case and offers a competitive price point.
In 2026, QUONDA’s adoption is accelerating, thanks to its compatibility with Industry 4.0 standards and integration with advanced AI-driven tools. This technology is not just an innovation; it’s necessary for businesses aiming to stay competitive in the ever-evolving textile landscape.
Performance & Functionality Highlights
- Enterprise-level inspection scalability
- Standardized audit protocols across factories
- Real-time defect analytics dashboards
- Reduced manual reporting workload
- Faster CAPA (Corrective Action) tracking
- Recognized for its usability and performance, QUONDA enables brands to detect quality risks earlier, reduce rework, and ensure consistent product standards.
Transform your quality management with QUONDA.
Click here to request a demo or get pricing details now!
2. Sustainable Color Management Process with ColordesQ
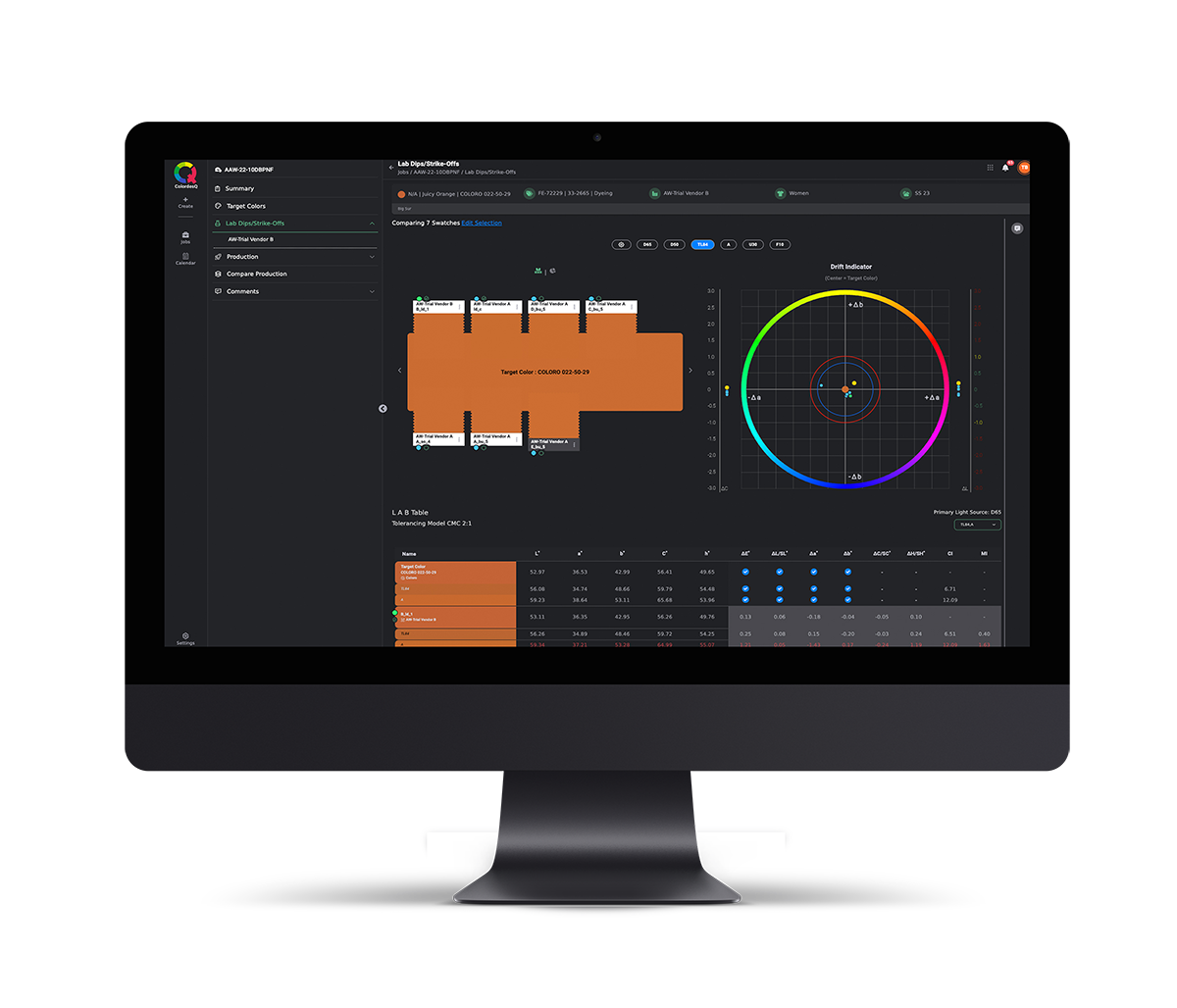
Color consistency remains one of the most complex challenges in apparel manufacturing. Color innovation platofrms like ColordesQ addresses this through a cloud-based digital color management ecosystem.
By enabling spectral data sharing and virtual color approvals, the platform eliminates excessive physical lab-dip sampling, reducing water usage, courier costs, and material waste.
Functionality & Usability Strengths
- Spectral color data collaboration
- Remote lab-dip approvals
- Digital shade band comparisons
- Reduced sampling cycles
- Cloud accessibility for global teams
Its intuitive interface improves usability for designers, mills, and QA teams alike. ColordesQ accelerates color approvals while ensuring functional accuracy across lighting conditions and materials.
As sustainability regulations tighten, digital color management platforms like ColordesQ are becoming essential for compliant, efficient textile production.
Experiencing Issues in Your Lab-Dip Cycles?
Click Here to talk with a Color Expert Now or Request a Demo Now
3. Smart Fabrics with Embedded Sensors
Smart textiles are no longer futuristic concepts but integral to industries like healthcare, sports, and fashion. These fabrics, embedded with sensors, monitor vital signs, track physical activity, and even adjust to environmental changes.
For instance, wearable technology in the form of smart garments can track heart rates or detect fatigue in athletes. As technology becomes more advanced and affordable, we can expect smart fabrics to expand into everyday clothing and even industrial applications.
Applications include:
- Athlete performance tracking
- Medical patient monitoring
- Industrial worker safety
- Adaptive climate garments
Project Innovation Ideas
- Heart-rate monitoring athletic wear
- Temperature-regulating uniforms
- Posture-correcting office garments
- Safety alert construction jackets
4. 3D Knitting Technology
3D knitting is transforming apparel manufacturing by producing seamless garments directly from digital designs.
Performance Benefits
- Minimal fabric waste
- Faster production cycles
- Reduced labor dependency
- Custom fit manufacturing
This technology supports on-demand production while improving operational efficiency.
5. Recyclable and Biodegradable Textiles
Bioengineered fibers derived from algae, agricultural waste, and plant cellulose are enabling fully recyclable textile ecosystems.
Chemical recycling innovations are also helping brands recover polyester and synthetic fibers, supporting circular production models.
6. AI-Powered Design Tools
Artificial intelligence is reshaping textile design workflows.
Capabilities include:
- Trend prediction analytics
- Automated pattern generation
- Consumer preference modeling
- Rapid prototyping simulations
AI design tools reduce sampling cycles while enhancing creative experimentation.
Student / R&D Applications
AI-generated fabric prints
Trend prediction dashboards
Virtual garment simulation
Automated embroidery design
7. Advanced Production Tracker Software - TrackIT
.png)
Production delays remain one of the biggest performance bottlenecks in apparel supply chains. TrackIT addresses this by digitizing production visibility from order placement to shipment.
Scalability & Performance Features
- Real-time milestone tracking
- Vendor progress dashboards
- Delay risk alerts
- IoT integration capability
- Multi-country factory scaling
TrackIT enables sourcing teams to monitor production status across vendors, ensuring on-time deliveries and proactive issue resolution.
Recognized for its scalability, TrackIT supports complex supplier ecosystems spanning multiple regions.
Track production across your supply chain today
Click here to get TrackIT demo or pricing now!
8. Digital Printing Technologies
Digital textile printing continues to evolve, offering unprecedented precision and customization. Unlike traditional methods, digital printing allows for complex patterns and vibrant colors without requiring extensive setup or water-intensive processes.
This technology particularly benefits small-batch production and personalization, catering to the growing demand for unique and bespoke designs. As advancements continue, digital printing will become faster, more cost-effective, and environmentally friendly.
Benefits include:
- Small batch customization
- Complex pattern execution
- Reduced setup costs
- Sustainable dye usage
This innovation supports personalization and on-demand manufacturing models.
9. Blockchain for Supply Chain Transparency
Blockchain technology provides immutable sourcing and production records.
Use cases include:
- Raw material traceability
- Ethical sourcing verification
- Compliance documentation
- Consumer transparency reporting
As ESG regulations grow, blockchain adoption is accelerating.
10. On-Demand Manufacturing
The era of overproduction is coming to an end, thanks to on-demand manufacturing. This model leverages technology to produce goods only when there is confirmed demand, significantly reducing waste and inventory costs.
From customized clothing to made-to-order textiles, on-demand manufacturing caters to consumers’ desire for personalized products while promoting sustainability. More companies adopting this approach will reshape the traditional supply chain model.
Beyond digital and sustainability-driven advancements, material science and manufacturing automation are unlocking an entirely new frontier of textile innovation.
11. Nanotechnology in Textiles
Nanotechnology is emerging as one of the most transformative innovations in textile engineering. By integrating nanoparticles and nanofibers into fabric structures, manufacturers can dramatically enhance textile performance at a microscopic level — without affecting comfort, breathability, or weight.
Unlike traditional chemical coatings, nanotechnology embeds functional properties directly into fibers, ensuring longer-lasting performance even after repeated washing and wear.
Key Functional Enhancements
Water Resistance
Nanocoatings create hydrophobic surfaces that repel water droplets, making fabrics ideal for outdoor apparel, sportswear, and protective uniforms.
UV Protection
Nanoparticles such as titanium dioxide and zinc oxide block harmful ultraviolet rays, improving sun protection in activewear and medical textiles.
Antibacterial Performance
Silver nanoparticles and other antimicrobial agents inhibit bacterial growth, reducing odor and improving hygiene — especially valuable in healthcare and performance garments.
Stain Repellency
Nanofiber treatments prevent liquids and dirt from penetrating fabric surfaces, making textiles easier to clean and maintain.
Industry Applications
- Medical protective clothing
- Performance sportswear
- Military uniforms
- Hospitality linens
- Outdoor technical apparel
As sustainability pressures rise, nanotechnology is also enabling chemical-free finishing alternatives — reducing environmental impact while maintaining functionality.
12. Digital Twin Technology
Digital twin technology is revolutionizing textile manufacturing by creating virtual replicas of physical production environments. These real-time digital models simulate machinery, workflows, and operational conditions — enabling manufacturers to test scenarios before implementing them on the factory floor.
By bridging physical and digital operations, digital twins enhance decision-making, reduce downtime, and optimize production performance.
Core Capabilities
Process Simulation
Manufacturers can simulate production runs, fabric flows, and machine loads to identify inefficiencies before execution.
Defect Prediction
AI-integrated digital twins analyze historical production data to predict where defects may occur — enabling preventive action.
Efficiency Modeling
Factories can test line balancing, labor allocation, and machine utilization digitally to maximize throughput.
Strategic Benefits
- Reduced production trial costs
- Faster process optimization
- Lower defect rates
- Improved machine maintenance planning
- Enhanced capacity forecasting
As Industry 4.0 adoption accelerates, digital twin ecosystems are becoming foundational for smart textile factories.
13. Robotic Textile Manufacturing
Automation is rapidly reshaping textile production, with robotics now supporting precision-driven manufacturing environments. Modern robotic systems combine computer vision, AI, and mechanical engineering to execute complex textile tasks with minimal human intervention.
This innovation addresses labor shortages, improves production speed, and enhances manufacturing consistency.
Key Automation Functions
Fabric Handling
Robotic arms manage fabric rolls, layering, and alignment — reducing manual strain and improving material accuracy.
Precision Cutting
AI-guided cutting robots ensure optimal fabric utilization while minimizing waste, particularly in mass customization environments.
Autonomous Stitching
Advanced sewing robots can execute repetitive stitching operations with high precision, supporting scalable garment assembly.
Operational Advantages
Increased production speed
Reduced labor dependency
Higher cutting accuracy
Lower material wastage
Consistent product quality
Robotic textile manufacturing is especially valuable for high-volume production hubs and technical garment categories requiring precision assembly.
As robotics continues to evolve, fully autonomous apparel production lines are moving closer to reality.
| # | Innovation / Technology | Core Function | Key Benefits | Industry Applications | Innovation Impact Level |
|---|---|---|---|---|---|
| 1 | Digital Quality Management Software (QUONDA) | Digitizes textile inspections & audits | Real-time defect capture, standardized inspections, faster CAPA tracking | Apparel manufacturing, QA labs, compliance audits | Operational transformation |
| 2 | Sustainable Color Management (ColordesQ) | Digital color approvals & spectral data sharing | Reduced sampling, faster lab-dips, sustainability gains | Dyeing mills, brands, design teams | Sustainability + speed |
| 3 | Smart Fabrics / E-Textiles | Sensor-embedded textiles | Biometric monitoring, adaptive clothing, performance tracking | Healthcare, sportswear, defense | Product innovation |
| 4 | 3D Knitting Technology | Seamless garment manufacturing | Waste reduction, rapid production, customization | Fashion, footwear, performance apparel | Manufacturing efficiency |
| 5 | Recyclable & Biodegradable Textiles | Eco-friendly fiber engineering | Circular production, waste reduction, sustainability compliance | Sustainable fashion, packaging textiles | Environmental transformation |
| 6 | AI-Powered Design Tools | AI-driven textile & garment design | Trend forecasting, pattern automation, rapid prototyping | Fashion design, merchandising, R&D | Creative acceleration |
| 7 | Production Tracking Software (TrackIT) | Real-time production monitoring | Delay alerts, vendor tracking, milestone visibility | Apparel sourcing, supply chain ops | Supply chain optimization |
| 8 | Digital Textile Printing | High-precision digital fabric printing | Customization, low water usage, fast turnaround | Fashion, home textiles, sportswear | Design flexibility |
| 9 | Blockchain Traceability | Supply chain transparency tech | Material traceability, ethical sourcing validation | Compliance, luxury fashion, ESG reporting | Trust & compliance |
| 10 | On-Demand Manufacturing | Produce against confirmed demand | Inventory reduction, waste minimization, cost control | DTC brands, custom apparel | Business model disruption |
| 11 | Nanotechnology in Textiles | Nano-enhanced fiber performance | Water resistance, antibacterial, UV protection | Medical, sportswear, military | Material science breakthrough |
| 12 | Digital Twin Technology | Virtual production simulations | Defect prediction, process optimization | Smart factories, textile mills | Industry 4.0 enablement |
| 13 | Robotic Textile Manufacturing | Automated textile production | Precision cutting, labor reduction, speed gains | Mass manufacturing, technical apparel | Automation revolution |
Conclusion
Textile innovation in 2026 is being driven by the convergence of material science, digital platforms, and intelligent automation.
From smart fabrics and nanotechnology to AI design and blockchain traceability, the industry is evolving into a technology-first ecosystem focused on sustainability, speed, and precision.
Digital platforms for quality inspection, color management, and production tracking are playing a critical role in enabling this transformation, helping brands operationalize innovation at scale.
Organizations that embrace these textile technologies today will be best positioned to lead the next decade of apparel manufacturing.
See how digital quality inspections can enhance efficiency, reduce waste, and improve product quality.
Request a Demo Now
Below are answers to some of the most commonly searched questions about textile technology and innovation.
FAQS
What is textile technology?
Textile technology refers to the application of scientific, engineering, and digital innovations in the design, development, production, and testing of fabrics and garments.
It spans advancements in fiber engineering, fabric manufacturing machinery, dyeing processes, smart textiles, and digital quality systems. Modern textile technology integrates AI, automation, and data analytics to improve efficiency, sustainability, and product performance. It can include but is not limited to digital textile inspection technology, 3d knitting, nano tech textiles and more.
What are the latest textile innovations in 2026?
Some of the most impactful textile innovations shaping the industry in 2026 include:
Smart fabrics with embedded sensors
AI-powered textile design tools
3D knitting technology
Nanotechnology-enhanced fibers
Digital twin manufacturing systems
Robotic textile production lines
Blockchain-based supply chain tracking
Sustainable dyeing and finishing technologies
These innovations are transforming how textiles are designed, produced, and delivered globally.
How is nanotechnology used in textiles?
Nanotechnology enhances textile functionality by embedding microscopic particles directly into fibers. This enables fabrics to deliver advanced performance features without altering comfort or breathability.
Key applications include:
Water-resistant outerwear
UV-protective clothing
Antibacterial medical textiles
Stain-repellent uniforms
Odor-resistant sportswear
Nanotechnology also supports eco-friendly finishing alternatives by reducing chemical coating requirements.
What is digital twin technology in textile manufacturing?
Digital twin technology creates real-time virtual replicas of textile production environments. These digital models simulate machinery, workflows, and fabric processing conditions.
Manufacturers use digital twins to:
Test production scenarios
Predict defects before they occur
Optimize machine performance
Improve line efficiency
Reduce downtime risks
This technology is a cornerstone of Industry 4.0 smart textile factories.
How are robots used in textile manufacturing?
Robotics is increasingly used to automate labor-intensive textile processes. Advanced robotic systems combine AI vision and precision engineering to execute complex manufacturing tasks.
Common robotic applications include:
Automated fabric handling
Precision fabric cutting
Autonomous stitching operations
Garment assembly support
Packaging automation
Robotic textile manufacturing improves speed, reduces material waste, and enhances production consistency.
Why are textile innovations important for the industry?
Textile innovations drive operational efficiency, sustainability, and product quality improvements. They enable manufacturers to:
Reduce water and material waste
Accelerate production timelines
Improve defect detection
Enhance supply chain transparency
Support circular manufacturing models
Innovation is essential for brands to remain competitive in a rapidly evolving global apparel market.
What are examples of innovative textile project ideas?
Students and researchers exploring textile innovation can work on projects such as:
Sensor-enabled athletic garments
Temperature-regulating fabrics
AI-generated textile prints
Recyclable fiber development
Blockchain-based garment traceability
Antibacterial hospital textiles
These projects combine material science with digital technology to solve real-world challenges.